Presný lis s kĺbovým typom 40T

Popis produktu
Ďalšou pozoruhodnou vlastnosťou tohto lisu je jeho vysoká odolnosť voči nárazom a opotrebovaniu. Vodiace materiály použité v jeho konštrukcii boli špeciálne vybrané tak, aby odolali intenzívnemu používaniu a poskytovali dlhodobú stabilitu. To znamená, že môžete očakávať, že presnosť vášho lisu zostane konzistentná po dlhšiu dobu, čím sa zníži potreba častých opráv a údržby. Vďaka tejto pokročilej odolnosti sa môžete sústrediť na maximalizáciu produkcie, a nie na starosti o opotrebovanie vášho stroja.
Okrem vynikajúceho výkonu sa vysokorýchlostný presný lis Knuckle vyznačuje štýlovým a ergonomickým dizajnom. Intuitívny ovládací panel umožňuje jednoduché ovládanie a nastavenie, čím zabezpečuje bezproblémový používateľský zážitok. Lis je tiež vybavený pokročilými bezpečnostnými prvkami vrátane núdzového tlačidla a ochranného krytu na zaistenie zdravia obsluhy a prevenciu nehôd.
Hlavné technické parametre:
| Model | MARX-40T | ||||
| Kapacita | KN | 400 | |||
| Dĺžka zdvihu | MM | 16 | 20 | 25 | 30 |
| Maximálne SPM | ŠPZ | 1000 | 900 | 850 | 800 |
| Minimálna hodnota za minútu | ŠPZ | 180 | 180 | 180 | 180 |
| Výška matrice | MM | 190 – 240 | |||
| Nastavenie výšky matrice | MM | 50 | |||
| Oblasť posuvníka | MM | 750x340 | |||
| Oblasť podpier | MM | 750x500 | |||
| Otvor postele | MM | 560x120 | |||
| Otvor pre podperu | MM | 500x100 | |||
| Hlavný motor | KW | 15x4P | |||
| Presnosť | Špeciálna trieda JIS/JIS | ||||
| Horná hmotnosť matrice | KG | MAX 105/105 | |||
| Celková hmotnosť | TON | 8 | |||
Hlavné vlastnosti:
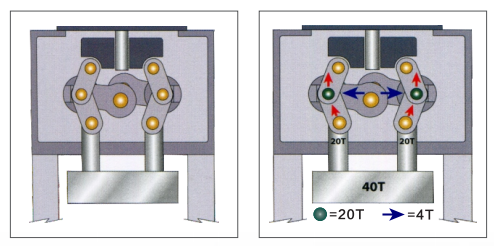
1. Lis s kĺbovým mechanizmom maximalizuje charakteristiky svojho mechanizmu. Má vysokú tuhosť, vysokú presnosť a dobrú tepelnú bilanciu.
2. Vybavené kompletným protiváhou, znižujú posunutie výšky matrice v dôsledku zmeny rýchlosti razenia a znižujú posunutie dolného mŕtveho bodu prvého a druhého razenia.
3. Prijatý vyvažovací mechanizmus na vyváženie sily každej strany1, jeho štruktúra je s osemstranným ihlovým ložiskom, čo ďalej zlepšuje excentrickú nosnosť posúvača.
4. Nová bezspätná spojková brzda s dlhou životnosťou a nízkou hlučnosťou umožňuje tichšiu prácu lisu. Veľkosť podpery je 1100 mm (60 ton) a 1500 mm (80 ton), čo je najširšia veľkosť pre ich nosnosť v našej celej ponuke produktov.
5. Vďaka funkcii nastavenia výšky servoformu a funkcii pamäte výšky formy sa skracuje čas výmeny formy a zvyšuje sa efektivita výroby.

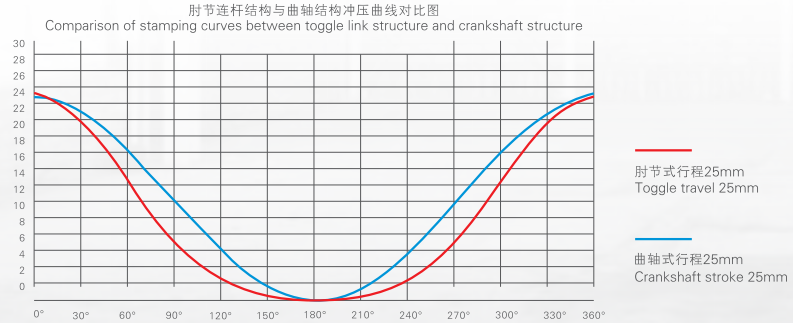
Dokonalý efekt razenia:
Horizontálne symetrická symetrická konštrukcia prepínacieho mechanizmu zabezpečuje plynulý pohyb posúvača v blízkosti dolného úvratu a dosahuje dokonalý výsledok razenia, ktorý spĺňa požiadavky na razenie olovených rámov a iných produktov. Režim pohybu posúvača zároveň znižuje náraz na formu pri vysokorýchlostnom razení a predlžuje životnosť formy.život.
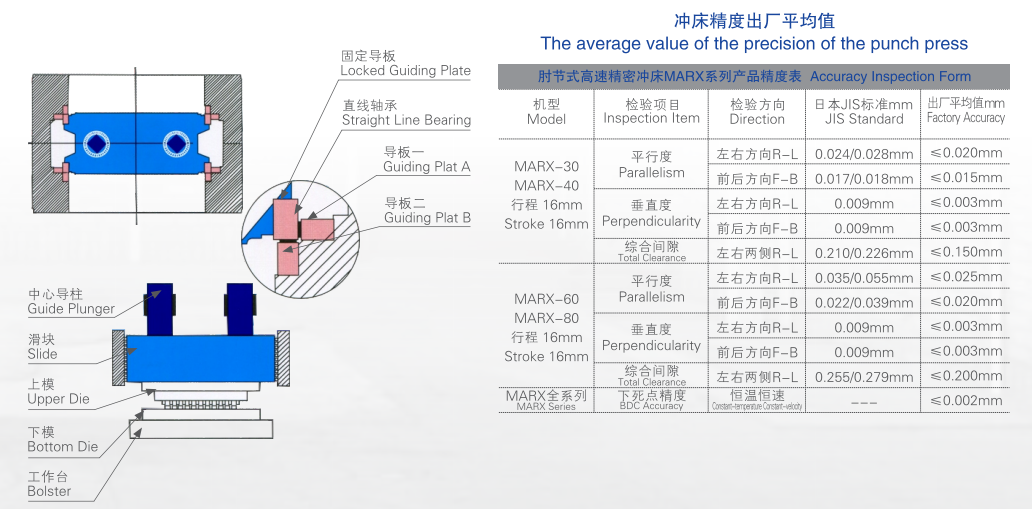
MRAX Superfine Precision 一一Dobrá tuhosť a vysoká presnosť:
Posúvač je vedený vodiacou lištou s dvojitými piestami a osemstenným plochým valčekom takmer bez vôle. Má dobrú tuhosť, vysokú odolnosť voči šikmému zaťaženiu a vysokú presnosť razníka. Vysoká odolnosť voči nárazom a opotrebovaniu.
Vysokorýchlostný presný lis typu Knuckle
Vodiace materiály zaručujú dlhodobú stabilitu presnosti lisu a predlžujú intervaly opravy formy.
Štruktúrny diagram
Tlačové produkty
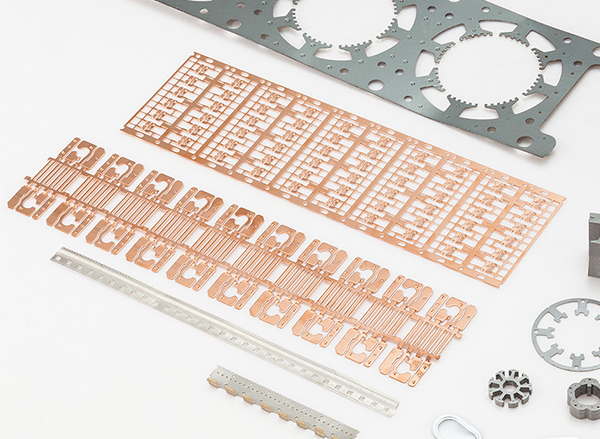
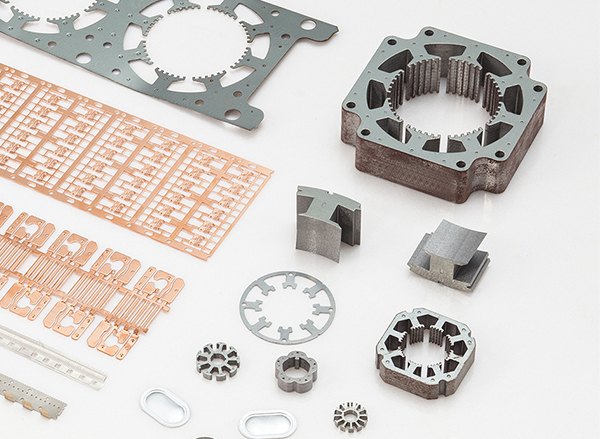
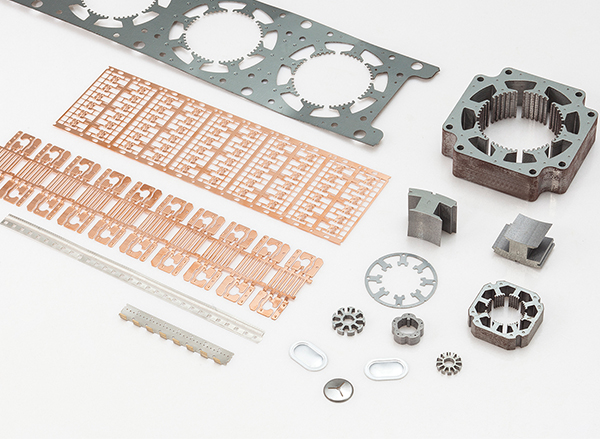
Olovený rám
Čipka vo vnútri puzdra sa zvyčajne prilepí k rámu vývodov a potom sa spojovacie drôty pripevnia k vývodom pomocou kontaktných podložiek. V poslednej fáze výrobného procesu sa rám vývodov zaliaty do plastového puzdra a vonkajšia strana rámu vývodov sa odreže, čím sa oddelia všetky vývody.
Rámy na olovené elektródy sa vyrábajú odstránením materiálu z plochého plechu z medi alebo zliatiny medi. Na tento účel sa používajú dva procesy: leptanie (vhodné pre vysokú hustotu olovených elektród) alebo razenie (vhodné pre nízku hustotu olovených elektród). Razenie (dierovanie alebo lisovanie) je v súčasnosti najefektívnejším, najpresnejším a najmodernejším spôsobom výroby rámov na olovené elektródy.
Základnou príčinou škôd v poľnohospodárstve spôsobených 60-tonovým vysokorýchlostným raziacim lisom s kĺbovým mechanizmom je nedostatok potrebných ochranných zariadení a zariadení a nedostatok účinnej ochrany práce pri nebezpečných pracovných postupoch. Technickou príčinou úrazu pri razení je nerovnováha medzi činnosťou obsluhy a obsluhou obrábacieho stroja.




